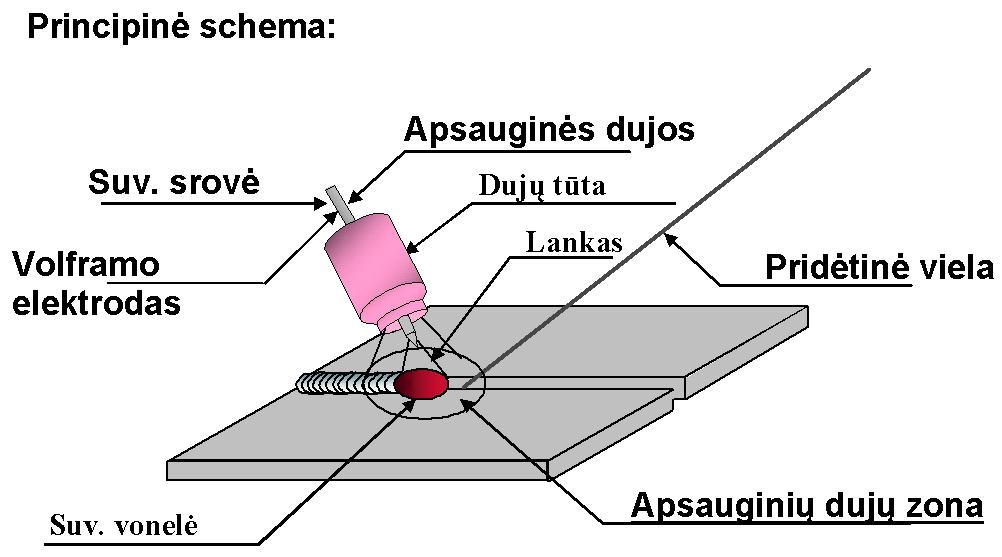
TIG suvirinimo procesas
TIG suvirinimo procesas


Aliuminis dėl savo savybių virinamas skirtingai nei paprastas ar nerūdijantis plienas. Dažniausiai virinama MIG būdu (pusautomačiu) arba TIG būdu (volframiniu elektrodu inertinių dujų aplinkoje). TIG būdu suvirinimas yra sudėtingesnis, bet žymiai kokybiškesnis.
TIG (anglų k.) - Tungsten Inert Gas
WIG (vokiečių.k) - Wolfram Inert Gas
GTAW (anglų k. naudojama JAV) - Gas Tungsten Arc Weding
AC - Kintama srovė, reikalinga pašalinti oksido plėvelei nuo aliuminio paviršiaus.
Tungsten - volframas, inert - inertinės, gas - dujos, arc - lankas, welding -suvirinimas, DC - nuolatinė srovė,
Geras suvirinimo zonos matomumas, nėra dūmų ir šlako.
Aukšta kokybė, švari siūlė, nėra purslų.
Suvirinant plonas detales minimali srovė 10 A.
Galima suvirinti be pridėtinio metalo.
Energija ir pridėtinio metalo lydymas nėra susiję.
Geras siūlės profilis visose erdvės padėtyse.
Siauras ir koncentruotas lankas su kontroliuojamu įvirinimu.
Universalus panaudojimas, procesą galima mechanizuoti.
Specialios funkcijos ir įranga: dviejų srovių režimas, impulsinis TIG suvirinimas, kojinis pedalas, specialūs TIG degikliai.
Mažesnis našumas negu suvirinant MIG/MAG (pusautomačiu)
Jautrumas paviršiaus užterštumui (riebalai, drėgmė, dažai ir t.t. ),
Suvirinimo technika sudėtingesnė negu MMA ar MIG/MAG.
Lauke reikia imtis specialių priemonių lanko apsaugai nuo vėjo.
Daug skirtingų TIG degiklio dalių, priklausomai nuo srovės: Įvairaus skersmens volframo elektrodų;dujų tūtų ar lęšių, e lektrodo laikiklių ir jų korpusų.
Volframo elektrodai reikalauja priežiūros: tiksliai užaštrinti elektrodo galiuką, teisingai parinkti elektrodo tipą ir skersmenį.
Rankinis pridėtinio metalo padavimas.
TIG yra tinkamas atvejais kai suvirinimo kokybė ir gera siūlės išvaizda yra svarbūs dalykai. Su TIG galima suvirinti visus suvirinamus aliuminio lydinius. Tai pagrindinis procesas kai reikia geros siūlės išvaizdos, pavyzdžiui virinant metalinius baldus ar dviračio rėmus. Dažnai lygaus paviršiaus siūlių reikia maisto gamybos pramonėje suvirinant vamzdžius, cisternas ir pan. Suvirinant plonus lakštus, pavyzdžiui, automobilių gamyboje, remontuojant aliuminio gaminius tokius, kaip variklių galvutes, propelerius ir pan. TIg procesas reikalingas ten, kur reikia aukštos kokybės šaknies užvirinimo.
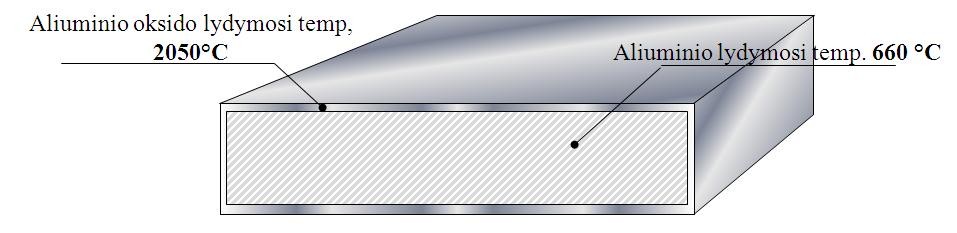
Suvirinti aliuminį paprastu TIG DC suvirinimo aparatu negalime dėl aliuminio ypatumų:
Suvirinti aliuminį nuolatine neigiamo poliarumo srove TIG būdu naudojant argoną neįmanoma dėl aukštos oksido lydymosi temperatūros.
Aliuminio lydymosi temperatūra yra žema.
DC TIG lankas neturi pakankamai energijos sulaužyti ar pašalinti oksidą.
DC TIG lankas gali išlydyti detalių briaunas, bet jos nesusilydys dėl oksido plėvelės. Aliuminis, kontaktuodamas su deguoniu, pasidengia oksido plėvele (ore yra apie 21% deguonies), o oksido plėvelė, ją nuvalius, atsistato automatiškai.
AC TIG lankas gali labai efektyviai sulaužyti oksido plėvelę.
Storiausias oksidas AlMg5 lydinio, AWS 5356 (Atsparus jūros vandeny),
Jei aliuminio paviršius anoduotas, tai plėvelę reikia nuvalyti (5 mm į abi puses nuo jungties) prieš TIG suvirinimą.
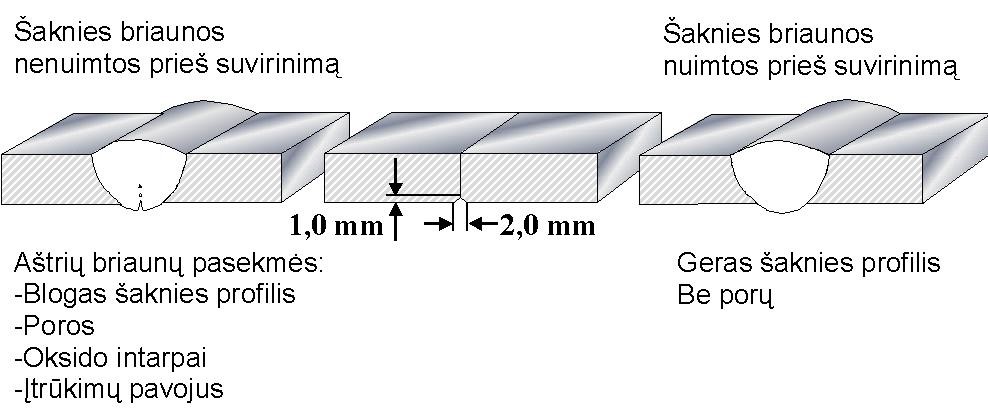
Šaknies briaunos:
Suvirinant sandūrines siūles (I, U ir V formos), aštrios briaunos turi būti mechaniškai pašalintos prieš suvirinimą. Tada oksidas turi tarpelį pasišalinti iš suvirinimo siūlės.
Aliuminio braunų paruošimas:
Briaunų paruošimas gali buti atliktas mechaniniu pjovimu ar tekinimo staklėmis.
Oksido plėvelė turi būti pašalinta nerūdijančio plieno šepečiu ( briaunos ir 30 mm nuo jų).
Aliuminio paviršius turi būti švarus, sausas bei nuriebalintas.
Kai naudojamos šlifavimo mašinėlės, šlifavimo diskai turi būti skirti aliuminiui valyti.
Naudoti tik elektrines šlifavimo mašinėles, iš analogiškų suspausto oro gali patekti alyvos.

Rekomenduojamas sujungimų paruošimas suvirinant aliuminį ir jo lydinius AC TIG būdu bei naudojant argoną kaip apsaugines dujas.
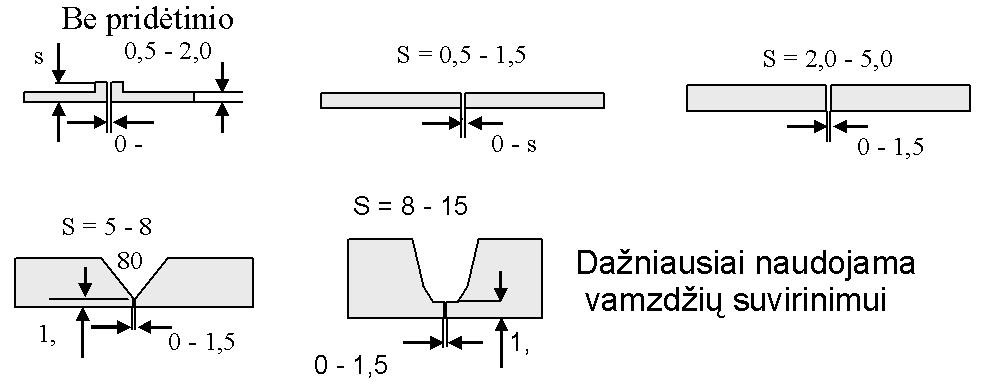
Naudokite 0 mm tarpą prie visų storių. Nudildyti aštrias šaknies briaunas prieš suvirinimą.
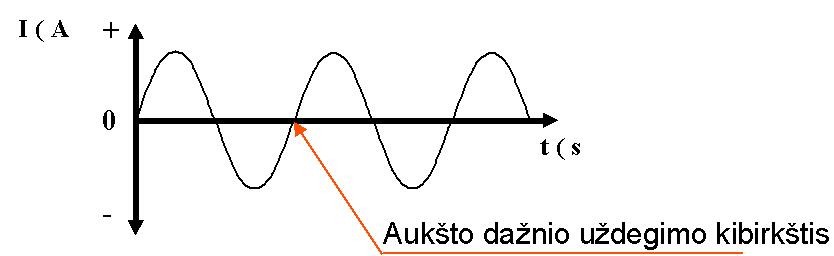
Sinusinė AC TIG
Naudojant sinusinės srovės transformatorių reikalingas aukšto dažnio generatorius. Aukšto dažnio kibirkštis uždega lanką srovei perėjus per nulį.
Prie 50 Hz dažnio lankas užsidega 100 kartų/s. Per (+) puperiodį aliuminio oksido plėvelė pašalinama nuo pagrindinio ir pridėtinio metalo paviršiaus. Per (-) pusperiodį suvirinamas aliuminis kaista, o volframo elektrodas tuo metu aušta:
Volframiniai elektrodai aliuminio suvirinimui:
Suvirinant aliuminį AC TIG inverteriniais srovės šaltiniais galima naudoti elektrodų tipus, kurie rekomenduojami ir DC TIG.
Mes rekomenduojame naudoti pilkus WC 20 elektrodus.
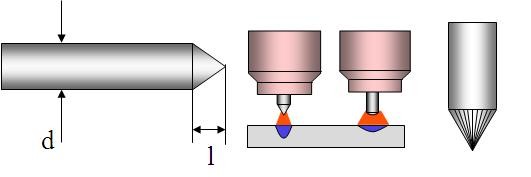
Modernūs AC inverteriniai srovės šaltiniai leidžia naudoti užgaląstus elektrodus. Prie tos pačios srovės ir to paties lanko ilgio įprastinių AC šaltinių elektrodo galas bukas.
Užgaląstų elektrodų pliusai:
siaura siūlė, geresnė išvaizda;
geresnis įvirinimas, stipresnė jungtis;
didesnis suvirinimo greitis, našumas;
mažesnis šilumos įvedimas, deformacijos;
smulkėja išilginiai įtrūkimai;
didžiausi privalumai gaunami tėjinėse jungtyse;
platesnės elektrodo srovės reguliavimo ribos;
AC TIG uždegimas:
Suvirinant AC invertoriniais srovės šaltiniais visais atvejais srovė paleidžiama teigiamo (+) pusperiodžio metu.
DC + periodo ilgis priklauso nuo:
- srovės nustatymo reikšmės
- balanso nustatymo reikšmės
DC + periodas yra suderintas su elektrodo skersmeniu ir jo galo forma bei srovės nustatymo reikšmė:
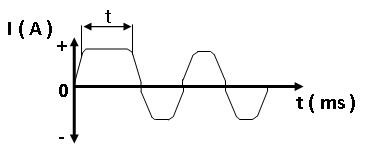
Modifikuota AC srovės forma:
Invertorinių AC srovės šaltinių srovės forma yra tarpinė tarp sinusinės ir stačiakampės formų.
Ši srovės forma pagerina AC TIG suvirinimo savybes.
Geras oksido valymas ir gilus įvirinimas.
Nereikalingas uždegimas aukšto dažnio kibirkštim srovei pereinant nulinę reikšmę (automatinis pakartotinis užsidegimas, mažesni lanko trikdžiai).
Minimalus lanko triukšmas.
AC TIG balanso reguliavimas:
Inverteriniuos AC šaltiniuose energija tarp elektrodo ir pagrindinio metalo paskirstoma asimetriškai kai naudojamas užgaląstas elektrodas. Dėl to elektrodas mažiausiai kaista ir gaunamas geras įvirinimo gylis.
Aliuminio oksidas nuvalomas per 1,0 - 3,0 mm nuo siūlės krašto. Suvirinant AC TIG "+" ciklo metu valoma oksido plėvelė nuo aliuminio ir kaitinamas elektrodo galas. Pagrindinis metalas lydomas "–” ciklo metu.
Norint išlaikyti aštrų elektrodo galą prie didelės srovės, "+" ciklo laikas sumažinamas, o "-" pailginamas.
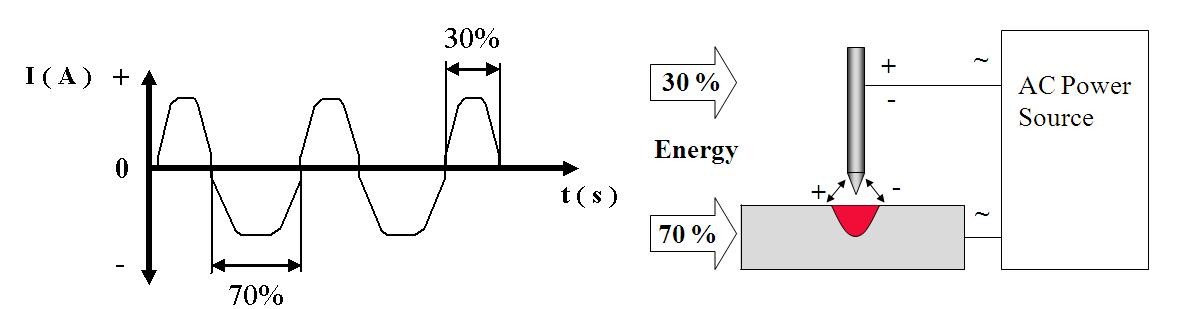
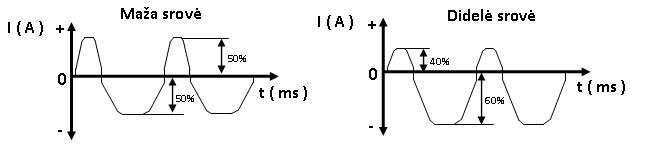
AC TIG balansas (O-linija):
Kai pasirinktas automatinis AC TIG balanso nustatymas, 70 % laiko trunka "-" ciklas ir 30 % "+".
Abiejų ciklų srovės amplitudė prie mažų srovių vienoda;
Srovei didėjant"+" ciklo srovė mažėja, o "-" ciklo didėja;
Tai leidžia išlaikyti aštrų ir šaltesnį elektrodo galą prie didesnės srovės;
Pagilina įvirinimą dėl didesnės srovės;
TIG degiklio dalys mažiau kaista.
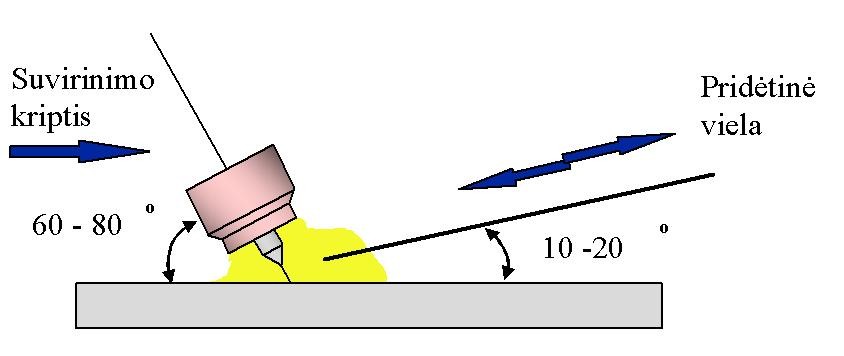
Degiklio posvyrio kampas:
Pridėtinės vielos padavimas gali būti pastovus ar "lašas po lašo" technika. Vielos padavimas gali būti mechanizuotas.
Kokios pridėtinės medžiagos rekomenduojamos aliuminio suvirinimui?
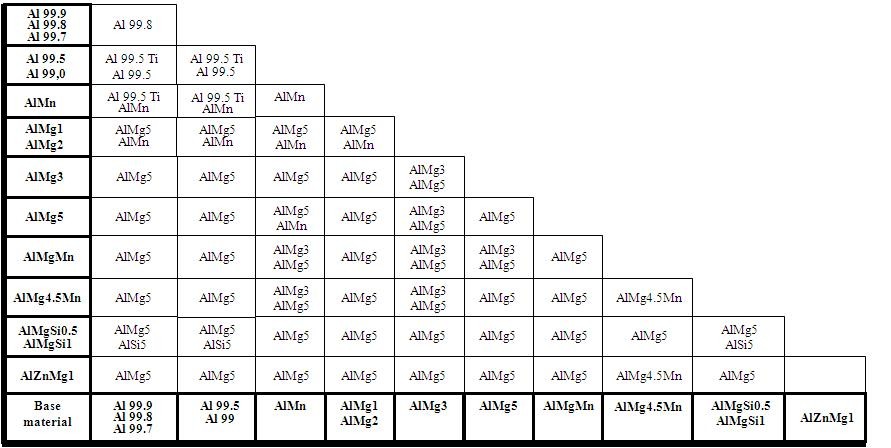
AlMg 5 gali būti pakeistas lydiniais AlMg 4.5Mn and AlMg 4.5 MnZr. AlMg 4.5Mn gali būti pakeistas lydiniu AlMg 4.5 MnZr.
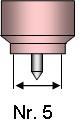
Dujų lęšiai, tūtos aliuminio suvirinimui
Dujų lęšio, tūtos numeris sudaro 1/16 colio ( 1,5875 mm ). Penkto Nr. Vidinis skersmuo yra 5 x 1,5875 mm = 7,9 mm. Dujų lęšio, tūtos vidinis skersmuo turi būti ne mažesnis už suvirinimo vonelę. Dujų lęšio ar tūtos vidinis skersmuo turi būti bent 4 kartus didesnis už elektrodo skersmenį. Aliuminio AC TIG suvirinimui rekomenduojama naudoti dujų lęšius (geresnė apsauga, dujų srautas be sūkurių; geriau matosi suvirinimo vonelė, didžiausia elektrodo iškyša 20 mm; lengviau pasiekti suvirinamą vietą; Ilgesnis degiklio dalių tarnybos laikas). Rinkoje parduodama įvairių ilgių dujų lęšių ir tūtų, skirtų suvirinti skirtingus jungčių tipus.
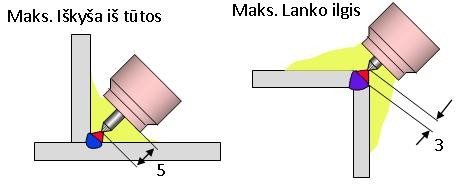
Elektrodo iškiša ir lanko ilgis:
Paprastai dujų tūta tinka daugumoje atvejų, bet elektrodo iškišos ilgis yra ribotas. Aluminio TIG suvirinimui rekomenduojama dujų lęšiai.
Lanko ilgis priklauso nuo srovės ir jungties tipo:
Tėjinė jungtis suspaudžia dujas, didžiausia iškyša 5,0 mm.
Kampinė jungtis išsklaido dujas, didžiausia iškyša 3,0 mm.
Apsauginės dujos/pakaitinimas:
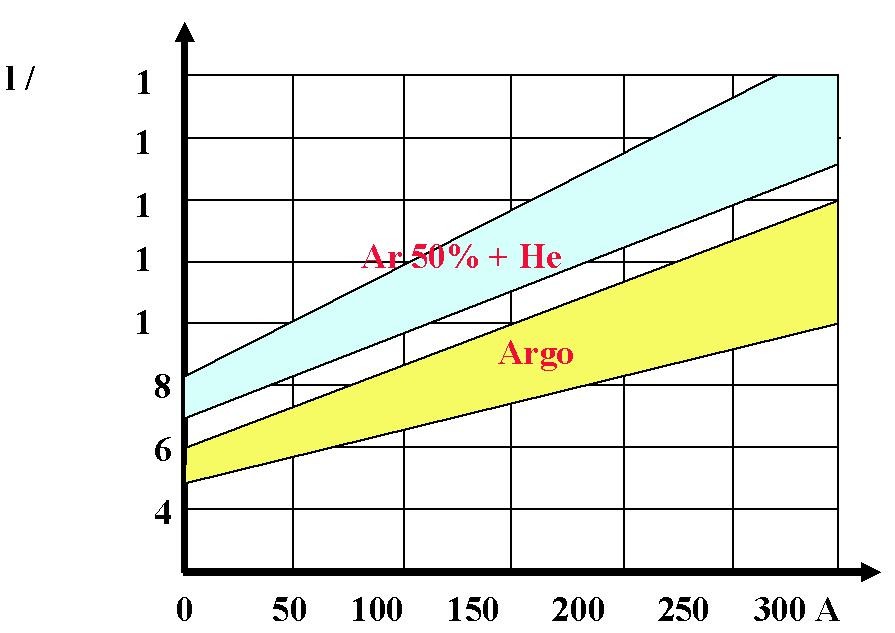
Argonas 4.8 = 99,998% grynumo dažniausiai naudojamos apsauginės dujos aliuminio ir jo lydinių suvirinimui dėl ekonomiškumo ir lengvo aprūpinimo. Argonas yra tinkamas našiam suvirinimui plonų ir vidutinio storio detalių nuo 0,5 mm iki 8,0 mm. Storesnėms detalėms reikia išankstinio pakaitinimo iki 150 - 300 °C priklausomai nuo storio.
Kad būtų išvengta išankstinio pakaitinimo suvirinant storesnes detales, naudojami argono - helio dujų mišiniai. Dėl didesnės lanko įtampos padidėja lanko galingumas ir įvirinimo gylis. Įprastiniai mišiniai: 75% Ar + 25% He ar 50% Ar + 50% He ar 75% He + 25% Ar ir taip pat grynas helis.
Išankstinis pakaitinimas:
Smulkios detalės gali būti pakaitintos krosnyje, temperatūra 150 - 200°C.
Kad būtų užtikrintas įvirinimas ir gerą suvirinimo greitis V-formos ir tėjinėms siūlėms pakaitinama iki 200 - 300°C,kai detalių storis daugiau 8,0 mm .
Pakaitinti didesnius gaminius naudojamos didesnės krosnys ar kiti kaitinimo įrenginiai.
Didesnes konstrukcijas paprastai kaitina deguonies - acetileno ar propano liepsna.
Kad būtų užtikrintas geras pradinis įvirinimas, reikia įjungti "karštą startą" neišjungus pakaitinimo liepsnos.
Kitoks pakaitinimas padidina neįvirinimo ir nesulydymo pavojų.
AC TIG dujų srautas:
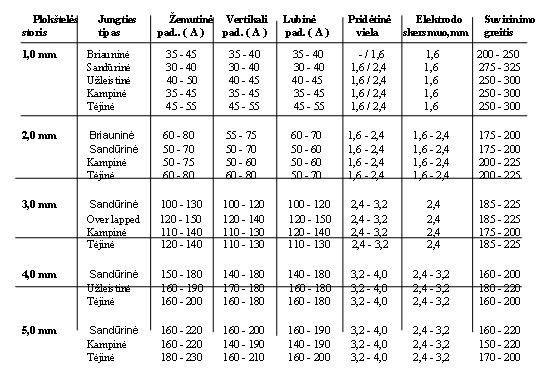
Suvirinimo rėžimas aliuminiui: